

FDM 和 PolyJet 3D 列印部件的精加工選項
2021-09-15
精加工或二次加工包括改變製造零件屬性的廣泛過程。工程師可以簡單地使用精加工來改善零件的外觀並對其進行重塑以滿足某些尺寸,或者使用它來增強功能,例如增加強度、耐化學性、導電性等。二次加工基本上將毛坯零件變成成品,這不僅限於傳統的製造零件。3D列印部件也可以通過二次操作進行增強,但與增材製造設計非常相似,適用不同的流程和最佳實踐。
在整個產品設計和製造過程中,工程師還應該考慮如何完成3D列印零件。確定適當的精加工操作取決於增材工藝、材料和幾何形狀以及所需的美學和功能。
本指南解釋了增材製造服務提供商針對FDM和PolyJet 3D列印技術實施的主要精加工操作,按可能的精加工目標、相容材料和適用的設計注意事項進行分組。
第 1 步:平滑表面 - 打磨
用FDM製成的塑膠零件可以用手工或軌道砂光機打磨,以消除工藝中固有的階梯效應。整理專家使用各種磨料將表面平滑到所需的美學。PolyJet 將零件形成細至 16 微米 (0.001“) 的層,因此層線不是問題,也不需要打磨。

砂光是FDM生產的零件最常見的精加工形式,因為它是一種在不影響機械性能的情況下去除層線的簡單方法。精加工商還必須在塗覆塗層(如底漆、油漆或電鍍)之前將零件打磨光滑,以確保光滑的表面光潔度。所有FDM材料都可以打磨到一定程度,但請諮詢增材製造專案工程師,以找到最適合您應用的砂礫。
設計指南
根據打磨要去除的材料量,可能需要調整零件設計以包括補充材料。此外,請記住,很難觸及小的底切、懸垂和孔洞,因此您可能需要實施替代平滑方法。
第 2 步:平滑表面 - 蒸汽平滑
蒸汽平滑通過用溶劑稍微熔化外表面來解決使用FDM製造的零件表面上的階梯踩踏問題。將零件浸入均熱板幾秒鐘,使塑膠液化,然後立即將零件浸入冷卻室以停止液化。結果是零件更光滑、更有光澤。珠子噴砂(在下一節中定義)可以在蒸汽平滑後使用,以提供啞光飾面,這通常更適合二次成膜、塗層和電鍍操作。蒸汽平滑還可以保持尺寸完整性,並有助於消除液體或氣體保持應用中FDM部件固有的孔隙率。

材料與應用
蒸汽平滑是在標準 ABS 和 ABS-M32 上實現 63 – 30 微米表面光潔度的快速方法,當成本或時間禁止較慢的手動平滑方法時。通常選擇它來準備電鍍或熔模鑄造或液體保持幾何形狀的表面,例如模具中的瓶子或冷卻線。然而,在蒸汽平滑後,表面還沒有完全準備好,可能需要額外的操作才能準備好塗漆。
聚碳酸酯 (PC)、PPSF、ULTEM 9085 和 ULTEM 1010 等較強的 FDM 熱塑性塑膠由於與溶劑的化學反應而無法進行蒸汽平滑處理。
設計準則
確保材料是基於ABS的FDM熱塑性塑膠,因為該過程會改變其他塑膠的機械性能。對零件的更改微不足道(不超過 0.0009 英寸/0.023 毫米),因此無需包含額外的材料。然而我們建議避免使用在此過程中可能失真的小特徵細節,例如文本或銳邊。
第 3 步:平滑表面 - 噴砂
噴砂是打磨的更快替代方案,用於平滑零件表面,並且通常是到達小特徵或內部通道的更簡單方法。噴砂是使用噴槍和塑膠介質進行的,這些噴砂介質以高速(約 100 psi)在零件表面噴砂。PolyJet 零件通常不需要噴珠,因為表面光潔度精細。

材料與應用
如果需要啞光表面光潔度,噴砂通常用於去除蒸汽光滑表面上的光澤。所有FDM材料都可以噴珠處理,但我們建議您諮詢專家,瞭解適合您特定應用的最佳介質尺寸和磨蝕性水準。
設計準則
雖然噴珠去除了材料,但它通常非常小,不會影響整體尺寸精度。

第 4 步:平滑表面 - 翻滾
滾揉在金屬工業中最常見於加工和拋光金屬零件,但 Stratasys 開發了振動方法,將相同的技術應用於使用較軟介質的塑膠。零件被放置在充滿陶瓷、塑膠、合成或玉米芯介質的振動單元中,機器在其中旋轉數小時,直到介質拋光表面。

材料與應用
滾揉是完成更耐用的FDM材料(包括聚碳酸酯(PC)和ULTEM材料)的絕佳選擇。滾揉的一個主要優點是能夠一次平滑多個零件,這是在小批量生產運行中均勻完成品質的不錯選擇。相對腐蝕性的陶瓷介質通常用於ULTEM 9085部件,而腐蝕性較小的陶瓷介質則用於PC。
設計準則
翻滾效果最好於圓形零件,例如管道工程,邊緣和角落最少。根據設計選擇介質至關重要。小部件需要小介質,而高度詳細或特色部件需要複雜的介質形狀,例如星形。請注意,製造商對所需表面處理的描述(例如“拉絲”或“緞面”)描述的是金屬零件的結果,而不是塑膠零件的結果。專案工程師根據材料、幾何形狀和所需的表面光潔度選擇介質。此外,品質精加工使材料從外表面平滑,從表面去除 0.0015 – 0.003 英寸,因此根據所需的尺寸精度,您可能需要設計具有更厚外壁的零件。
第 5 步:滿足尺寸公差 - 機加工
CNC加工通常用於從材料塊中銑削零件。但是對於複雜的增材製造零件,加工可以作為輔助操作來實現非常增加刀片螺紋。

材料與應用
所有FDM材料都可以使用鑽孔,攻絲,鋸切,車削和銑削等操作輕鬆加工。大多數PolyJet材料也能夠加工,除了某些等級的Tango(類似橡膠的材料系列)和在加工過程中容易撕裂的低硬度數字材料。
設計指南
加工不會改變 3D 列印零件的機械性能,但在設計零件時,請調整零件幾何形狀以包括將在加工過程中去除的額外材料。
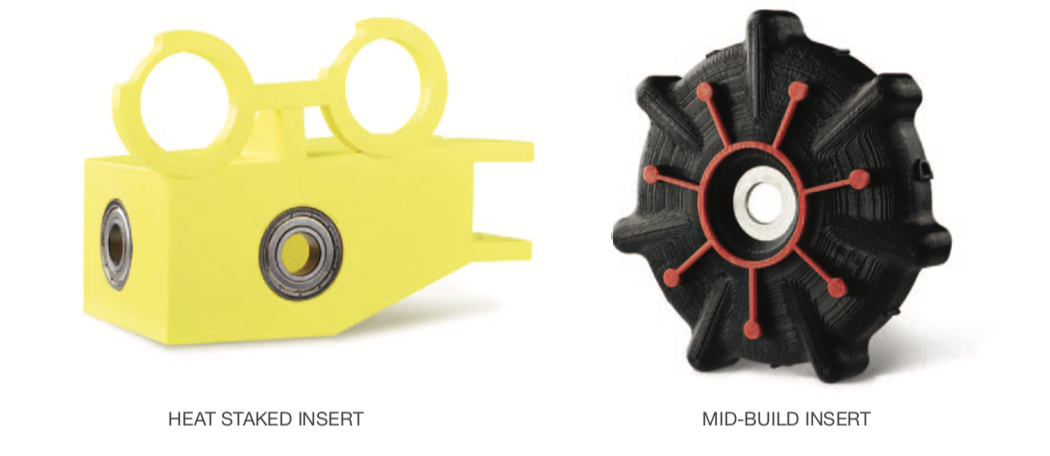
第 6 步:組裝組件 - 嵌件
各種金屬嵌件,如螺母、螺栓和墊圈,可以在使用 FDM 構建零件期間或之後植入。一種常見的方法是使用加工工藝來確定孔的大小,然後加熱刀片並將其壓入零件中 - 這稱為熱固定。加熱的塑膠流入刀片滾花和脊,當塑膠冷卻時,它會凝固以抵抗扭矩和拉出。壓接膨脹插件或螺旋油更適合 PolyJet 光敏聚合物,因為它們不涉及加熱塑膠。
由於FDM一次構建一層零件,因此也可以在構建過程中插入硬體。機器在某一層停止,插入件被嵌入,然後從該點恢復構建。
材料與應用
嵌件通常添加到功能原型或最終用途部件中,以固定或連接到較大組件中的其他組件。高性能FDM熱塑性塑膠,如PPSF和ULTEM,使用熱固性嵌件可抵抗熔點,但可以嵌入較小的中間嵌件。與專案工程師討論零件的使用方式和位置將幫助您確定合適的刀片材料。
設計指南
您可以在設計檔中包含一個內置型腔來考慮刀片或擴孔,這可以更準確,但也更耗時。
如果要在 FDM 構建過程中添加硬體,則還有一個附加準則。FDM機床只能在Z軸上暫停,因此零件應在X / Y平面上定向,以便將刀片放置在型腔中。
第 7 步:組裝組件 - 熱風焊接
熱風焊接允許您創建大於機器構建平臺的零件。CAD設計被分成帶有燕尾接頭的獨立部分,這些接頭在單獨的3D印表機上構建,然後在列印後焊接在一起。熱風焊接工具沿著接頭緩慢拉動以熔化哀歎,然後填充接縫。熱風焊接的一個優點是它不會向零件添加任何異物——它使用相同的型號的熱塑性塑膠。例如,它不是將阻燃ULTEM材料與可能具有潛在用途的環氧樹脂粘合,而是與ULTEM粘合,從而保留零件的整體機械性能。

材料與應用
工程師使用焊接來組裝太大而無法安裝在一個機器構建平臺上的零件,方法是對設計進行切片,構建單獨的零件並將它們連接在一起。切片和焊接也用於節省時間。專案工程師可以戰略性地分割零件,通過從零件上切割懸垂特徵並單獨構建它們來消除過多的支撐結構。
設計準則
為了獲得最佳效果,零件應在非承重區域和帶有燕尾接頭的較厚壁上切片,以優化整體強度。增材製造專案工程師可以幫助您根據幾何形狀決定零件的分段位置和方式,以優化大型零件的強度、構建時間和成本。
第 8 步:組裝組件 - 粘接
粘接是連接多個部分以創建大型零件的另一種方法。增材製造專案工程師通常使用雙組分環氧樹脂,因為它們表現出出色的機械強度並且易於使用。將環氧樹脂組分混合,然後用分配器或刷子塗抹。
氰基丙烯酸酯,也稱為強力膠,是一種流行的快速固化粘合劑,用於 PolyJet 零件的輕型粘接應用和維修。

材料與應用
一些耐化學腐蝕的FDM材料不會與某些溶劑或膠水粘附。請諮詢增材製造專案工程師,以確定適合您的零件材料的最佳連接工藝和粘合化學品。
第 9 步:功能性或外觀塗層 - 密封
FDM部件在機器上是天然多孔的,這對容納氣體和液體構成了障礙。解決方案是用耐水或耐化學腐蝕的環氧塗層密封零件。蒸汽平滑還可以密封FDM零件的表面,但僅限於不高於大氣壓的應用。兩組分環氧樹脂刷到零件表面可產生氣密密封,並可抵抗許多化學試劑。另一種選擇是將FDM部件浸入環氧樹脂中,並使用真空滲透環氧樹脂以形成防水密封並耐化學試劑和高溫。PolyJet材料不是多孔的,通常不需要密封工藝。

材料與應用
環氧塗層和滲透增強了FDM部件,適用於從原型到最終用途的許多應用,包括成型工具的冷卻管線、燃料保持器、進氣歧管、管道系統等。所有FDM材料都與任一方法相容,並在處理後保持高達65 psi(448 kPa)壓力的氣密密封。
設計指南
避免複雜的特徵和內部通道,這些特徵和內部通道可能難以通過塗層到達。如果您的零件需要滿足嚴格的尺寸公差,我們建議使用不會影響尺寸的環氧樹脂滲透。
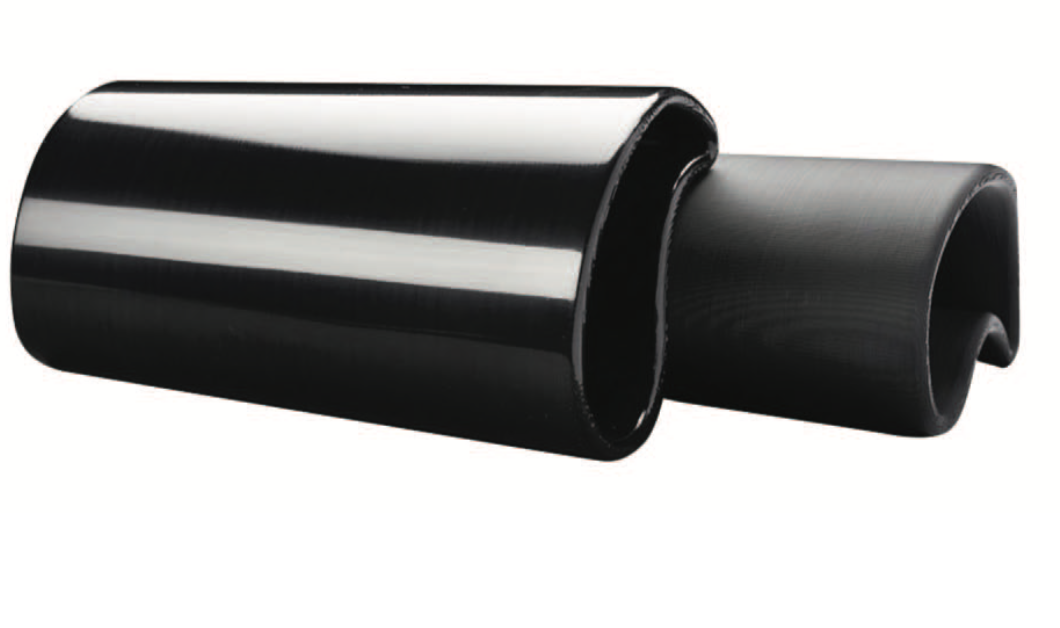
第 10 步:功能或外觀塗層 - 電鍍
電鍍在零件表面沉積一層薄薄的金屬,例如鉻、鎳、銅、銀或金。電鍍塗層賦予生產金屬的外觀,並提供具有反射特性的堅硬、耐磨表面。在電鍍之前,FDM部件需要打磨光滑,並通過蒸汽平滑工藝,溶劑浸漬或油漆密封,以幫助化學粘附。

材料與應用
電鍍通常用於外觀原因,但也增加了強度和表面耐久性。在測試中,電鍍FDM測試棒的拉伸強度增加了10-12倍,彎曲測試的結果顯示增加了21-24倍。增加的強度使電鍍非常適合汽車應用,裝飾價值有利於家用燈具和電器應用。ABS-M30,ABS和ABSplus已經過電鍍測試。電鍍也可以應用於剛性和類似ABS的PolyJet材料,包括Digital ABS和Vero系列材料。
設計準則
為了使金屬正確粘附在零件表面,它必須非常光滑。增材製造專案工程師將與您一起優化FDM構建方向,以最大限度地減少層線。您還需要抵消CAD模型中電鍍帶來的額外厚度。
第 11 步:功能性或外觀塗層 - 底漆和噴漆
FDM零件可以塗底漆和噴漆,以生產有吸引力的概念模型,功能原型和最終用途零件。在噴漆之前,FDM零件應通過蒸汽平滑,應用車身填充物和打磨進行拋光。使用PolyJet列印的3D模型在構建室中是光滑的,無需初始拋光即可接受油漆。

材料與應用
塗漆 3D 列印部件是概念和顯示模型或應用的理想選擇,幾乎具有任何外觀要求。所有FDM材料都可以塗漆,但ABS和ABS-M30通常需要最少的平滑工作。所有PolyJet材料也可以塗漆,並與大多數塑膠塗料相容,例如丙烯酸和清漆。
設計準則
如果您的零件要塗漆,它需要盡可能光滑,這從設計開始。對於FDM,選擇將生成光滑表面的構建方向,但請記住方向也會影響強度。專案工程師通常會選擇最小的尖端尺寸和最薄的切片,以在保持強度的同時創建光滑的表面。孔、底切和空腔也必須考慮在內,因為在打磨、打底和噴漆時很難觸及它們。
第 12 步:結論
通過精加工擺脫傳統的設計限制!
3D列印技術打破了傳統製造的規則。它允許工程師構建複雜的幾何形狀,創建大型零件,功能而不是製造過程。那麼,為什麼要在一個平庸的部分上用廣泛的可能性換取漂亮的美學呢?通過增材製造專家的正確二次操作,您不必這樣做 - 您可以製造具有出色表面品質的硬加工零件。精加工增強了3D印表機的功能,改善了美學和機械性能,提供了無可挑剔的近乎注塑成型的耐化學性。
關鍵字:
新聞活動
3D列印│3D掃描專家 普立得科技
普立得科技成立於2004年,專注於工業級3D列印與3D掃描逆向工程,並提供3D列印掃描的代工整合服務。整合相關加值軟件,包含拓撲優化設計 、醫療影像分析、逆向工程 、3D檢測等軟件,期望推進積層製造的使用習慣為生產帶來更多價值。



關注我們





您有什麼疑問,或想諮詢我們的產品與服務,請留下信息,我們會及時與您聯繫!
© 2004-2023 普立得科技有限公司 All Rights Reserved


 info@3dprinting.com.tw
info@3dprinting.com.tw
 02-8228-1900
02-8228-1900
